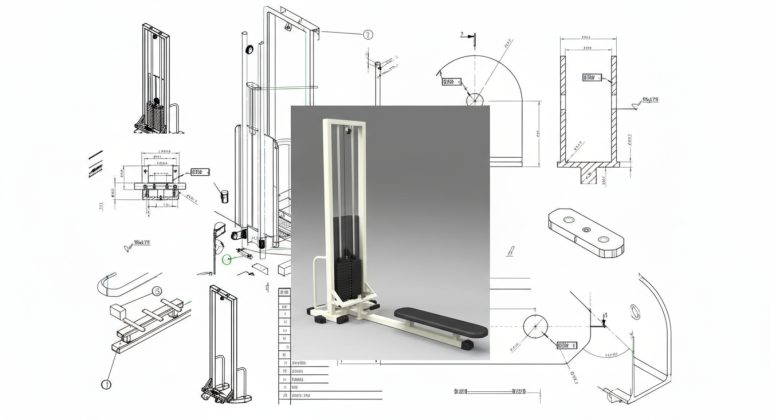
گزارش کار فرایند ساخت دستگاه گردو شکن

گزارش کار کارگاه ماشین ابزار 2 (فرایند ساخت دستگاه گردو شکن)
مراحل ساخت قسمت پیچ:
- ابتدا میله ای با جنس آلومینیوم و قطر MM 20 انتخاب می کنیم، سپس دو طرف آن را به وسیله دستگاه ماشین تراش، تراشیده و طول آن را به MM 115 می رسانیم.
- به وسیله دستگاه ماشینِ تراش، پله تراشی با عمق MM 2 و طول MM 42 را در قطعه شروع می کنیم. این کار را تا زمان رساندن قطر میله به اندازه MM 16 و طول MM 42 ادامه می دهیم.
- به اندازه قطر تیغه کوچک، شیاری از لبه پله زده تا فاصله ای میان آج های پیچ و پله که در مراحل بعد، در کار ایجاد می کنیم، به وجود آید.
- قطعه کار را روی دستگاه محکم کرده و با استفاده از تیغه مخصوص پیچ تراش بر روی قطعه، زوه های پیچ را تعبیه می کنیم.
- سر قسمت A پیچ را با استفاده از مته خزینه سوراخ می کنیم.
- قطعه کار را باز کرده، آن را با کمک کهنه و پارچه برای جلوگیری از زخمی شدن کار بر روی گیره می بندیم.
- با کمک حدیده، پیچ ایجاد شده در میله را هموار و صیقل می کنیم. توجه شود که در همین کار، اولاً حدیده کاری باید همراه با روغن کاری انجام پذیرد، ثانیاً حدیده هنگام سوار شدن بر روی سر پیچ، با افق زاویه صفر درجه بسازد تا از ایجاد راه دیگری در پیچ جلوگیری شود، ثالثاً حدیده کاری باید به صورت 180 درجه به سمت راست گرد و 90 درجه به سمت چپ گرد (به صورت عکس) انجام پذیرد.
- قطعه کار را باز کرده و دوباره بر روی دستگاه تراش می بندیم. این بار شیاری به فاصله MM 30 از کف قسمت B به طول MM 30 و عمق MM 1 ایجاد می کنیم.
- تیغه را تعویض کرده و بر روی سوپورت، غلتک های آج زن را می بندیم. دور دستگاه را کند کرده و بر روی اتومات قرار می دهیم تا لبه شیار را سنگ بزند.
- تیغه را تعویض کرده، تیغه از قبل آماده را که سر آن به شکل … است، بر روی دستگاه بسته، نوک تیغه را بر قسمت B پیچ مماس کرده و تا پیش روی نوک تیغه تا وسط پیچ کار را ادامه می دهیم.
مراحل ساخت قسمت مهره:
- مهره را به وسیله یک تسمه برای ایجاد لنگی در کار و سوراخ کاری مهره به مختصات Y=0، X=5 در مهره، به سه نظام می بندیم. تسمه را به حالت قائم به طرف زمین نگه داشته، سپس تیغه متصل به سوپورت را به زاویه حدوداً 30 درجه به مهره نزدیک می کنیم. هدف از انجام این عملیات زدن خط راهنمای عرضی و طولی برای اجرای مراحل بعد است.
- با نزدیک کردن سوپورت از مرکز مهره تا به انتهای مهره، خطی کاملاً صاف با عمق بسیار کم در کار ایجاد می کنیم، سپس از امتداد همان خط، خط دیگری به طول قطعه ایجاد می کنیم.
- در این مرحله، به کمک مته خزینه در قطعه کار، سوراخی برای ادامه مراحل سوراخ کاری ایجاد می کنیم، سپس مته خزینه را با مته 12 تعویض کرده تا انتهای مهره را سوراخ می کنیم.
- همین کار را با مته های شماره 18 و 16 نیز انجام می دهیم. سپس سه نظام مرغک را باز کرده، مته 22 را بر روی آن سوار کرده و دور دستگاه را کاهش می دهیم.
- این مراحل را با مته های 40، 37، 35، 32، 28، 24 و 42 ادامه می دهیم تا به قطر مطلوب برسیم.
- کار را باز کرده و بر روی گیره دستی طوری می بندیم که خطی که قبلاً به صورت طولی بر روی کار ایجاد کرده بودیم با دهانه گیره زاویه قائم بسازد، سپس به طول MM 20 از کف مهره را به وسیله کولیس جدا کرده و تقاطع برخورد دو خط با یکدیگر را با سمبه علامت گذاری می کنیم.
قیمت محصول
48,000 62,338 تومان
23% تخفیف
تعداد صفحات
6
فرمت فایل
WORD
تضمین بازگشت وجه در صورت عدم رضایت